A influência da espessura do metal na escolha do método de corte
O corte de metais é um processo essencial em setores como a indústria, construção civil e automotiva. A escolha do método adequado de corte impacta diretamente a qualidade do produto, a eficiência de custos e a segurança operacional. No entanto, erros comuns ainda ocorrem com frequência, especialmente devido ao desconhecimento sobre o papel que a espessura do material desempenha na escolha da técnica de corte. Este artigo analisa os equívocos mais recorrentes, explica como a espessura influencia os processos e apresenta orientações práticas para evitar falhas.
O papel da espessura do metal nos processos de corte
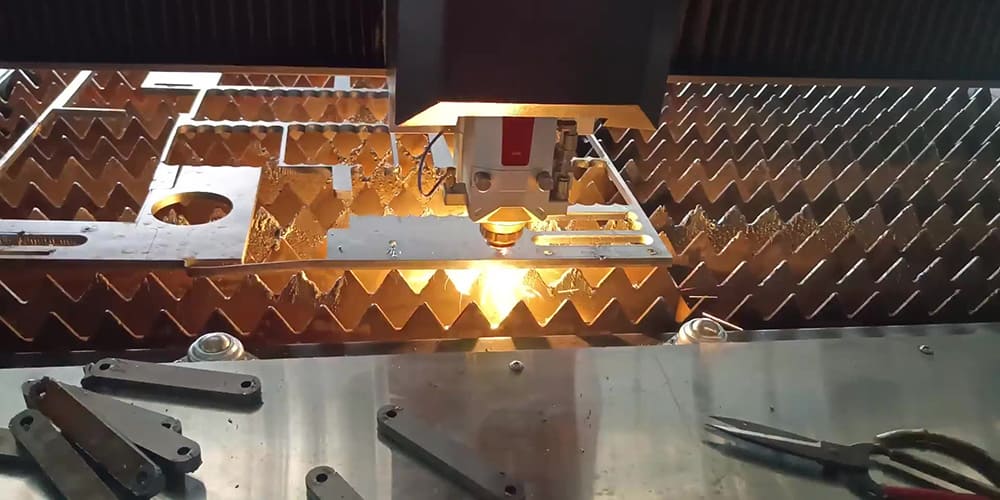
A espessura do material influencia diretamente a eficiência, precisão e viabilidade de diferentes tecnologias de corte. Técnicas como corte a laser, corte por plasma, jato de água (waterjet) e métodos mecânicos (como serras ou guilhotinas) reagem de forma distinta ao trabalhar com chapas finas ou espessas. Compreender essa relação é essencial para evitar distorções, perda de qualidade e atrasos na produção.

Metais finos (até 3 mm): Ao cortar materiais como alumínio ou inox de baixa espessura, a precisão é um fator determinante. O corte a laser oferece cortes limpos e detalhados, com mínima zona afetada pelo calor (ZAC). Quando se utiliza plasma inadequadamente para esse tipo de material, podem surgir problemas como:
Deformações térmicas causadas por excesso de calor;
Rebarbas e bordas rugosas que exigem retrabalho.
Espessura média (3 mm a 25 mm): Essa faixa inclui chapas metálicas amplamente usadas em aplicações estruturais. Métodos como plasma e jato de água são recomendados. Os erros mais frequentes nesse intervalo ocorrem quando:
Utiliza-se corte a laser em materiais muito espessos, o que resulta em baixa velocidade e custos operacionais elevados;
Aplica-se corte mecânico, gerando cortes irregulares e desgaste prematuro das ferramentas.
Metais espessos (acima de 25 mm): Aplicações industriais pesadas, como vigas estruturais ou componentes de máquinas, requerem tecnologias robustas como corte por plasma de alta potência ou oxicorte. O jato de água também pode ser usado, porém com menor eficiência em metais duros.

Os principais erros incluem:
Tentativas de corte a laser com baixa penetração e cortes incompletos;
Configurações incorretas no plasma que geram escória e acabamento bruto.

Erros mais comuns no corte de metais e suas causas
Escolha incorreta do método em função da espessura: Selecionar uma técnica sem considerar a espessura leva a perda de precisão, aumento de custos e baixa produtividade. Por exemplo, cortar aço espesso com laser pode causar superaquecimento e cortes incompletos, enquanto utilizar plasma em chapa fina gera fusão excessiva.
Configurações inadequadas de parâmetros: Mesmo com a tecnologia certa, erros nos parâmetros (velocidade, potência, pressão dos gases) comprometem o resultado:
Potência ou velocidade excessiva em chapas finas pode perfurar ou deformar o material;
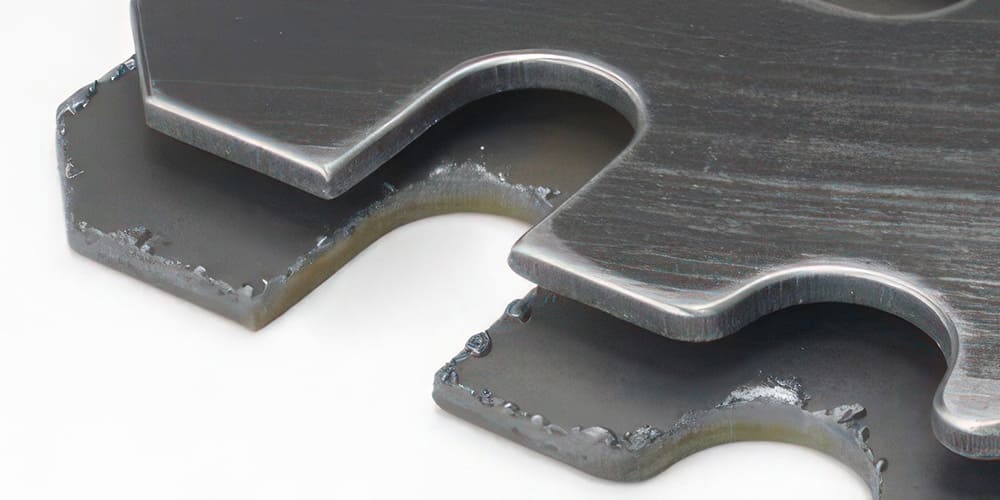
Potência baixa em metais espessos resulta em cortes incompletos com rebarbas.
Desconsiderar a zona termicamente afetada (ZAC): O calor gerado no processo pode comprometer a integridade estrutural do metal, especialmente nos cortes a laser ou plasma. Ignorar esse fator leva a empenamentos e microfissuras.
Negligenciar o acabamento das bordas: Métodos como plasma ou corte mecânico frequentemente exigem pós-processamento. Ignorar essa etapa pode comprometer a qualidade dimensional ou a estética das peças.
Falta de manutenção e calibração dos equipamentos: Máquinas de corte requerem manutenção regular. Lâminas desgastadas, bicos desalinhados ou sistemas entupidos afetam a precisão. Equipamentos mal calibrados geram desalinhamentos, desperdício de material e retrabalho.
Recomendações para evitar erros no corte de metais
Adequar o método de corte à espessura do material:
Até 3 mm: priorizar corte a laser para máxima precisão;
De 3 mm a 25 mm: usar plasma ou jato de água;
Acima de 25 mm: aplicar plasma de alta potência ou oxicorte.
Otimizar os parâmetros conforme o material: Ajustar potência, velocidade e pressão conforme o tipo e espessura do metal. Máquinas CNC modernas permitem controle preciso. Sempre que possível, realizar cortes de teste.
Minimizar problemas de ZAC: Para materiais sensíveis, o jato de água é ideal por não gerar calor. Se o uso de calor for inevitável, utilizar sistemas de resfriamento ou modo pulsado no laser para reduzir a ZAC.
Planejar o acabamento pós-corte: Ao utilizar plasma ou corte mecânico, reservar tempo para remoção de escórias e rebarbas com lixadeiras ou sistemas automáticos de desbaste.
Manutenção e calibração regulares: Estabelecer uma rotina preventiva de manutenção e manter peças de reposição (lâminas, bicos, etc.) disponíveis. Calibrações frequentes evitam erros cumulativos e asseguram qualidade repetitiva.
Exemplos de aplicação prática
Corte a laser de inox fino: Um fabricante de eletrodomésticos enfrentava distorções ao cortar chapas finas de inox com plasma. A substituição pelo corte a laser eliminou o problema e reduziu o tempo de acabamento.
Corte a plasma em aço estrutural: Em um projeto com chapas de 20 mm, o uso do laser resultou em baixa produtividade e alto custo. A empresa migrou para o plasma, otimizando desempenho e reduzindo despesas.
Corte por jato de água em titânio: Uma fabricante aeroespacial enfrentava fadiga do material ao cortar titânio de 50 mm com plasma. A adoção do jato de água solucionou o problema ao eliminar zonas afetadas por calor.

Conclusão
Compreender a relação entre espessura do metal e método de corte é essencial para evitar erros e otimizar a produção. Cada tecnologia tem vantagens específicas, mas seu uso inadequado leva a falhas, retrabalho e aumento de custos. Adaptar a técnica ao material, ajustar corretamente os parâmetros, mitigar efeitos térmicos e manter os equipamentos calibrados são medidas fundamentais para alcançar cortes precisos, seguros e eficientes.
Essa abordagem integrada melhora não apenas os resultados finais, mas também a produtividade e competitividade da empresa no mercado.


