L’impact de l’épaisseur du métal sur le choix de la méthode de découpe
La découpe des métaux est une opération essentielle dans de nombreux secteurs, notamment l’industrie manufacturière, le bâtiment ou encore l’automobile. Le choix de la méthode de découpe la plus appropriée est déterminant pour garantir la qualité, la rentabilité et la sécurité des processus. Pourtant, des erreurs fréquentes persistent, souvent liées à une mauvaise appréciation du rôle que joue l’épaisseur du matériau dans la sélection de la technologie de découpe. Cet article examine les principales erreurs rencontrées, analyse l’influence de l’épaisseur du métal sur les différentes techniques, et propose des recommandations pour les éviter.
Le rôle de l’épaisseur du métal dans les procédés de découpe
L’épaisseur du métal influence directement l’efficacité, la précision et la faisabilité des différentes technologies de découpe. Les procédés comme la découpe laser, la découpe plasma, la découpe jet d’eau ou les méthodes mécaniques (scies, cisailles) réagissent de manière très différente selon que l’on travaille sur des tôles fines ou des pièces massives. Une bonne compréhension de cette relation permet d’éviter les défauts tels que la déformation, la perte de qualité ou les retards de production.

Métaux fins (jusqu’à 3 mm)
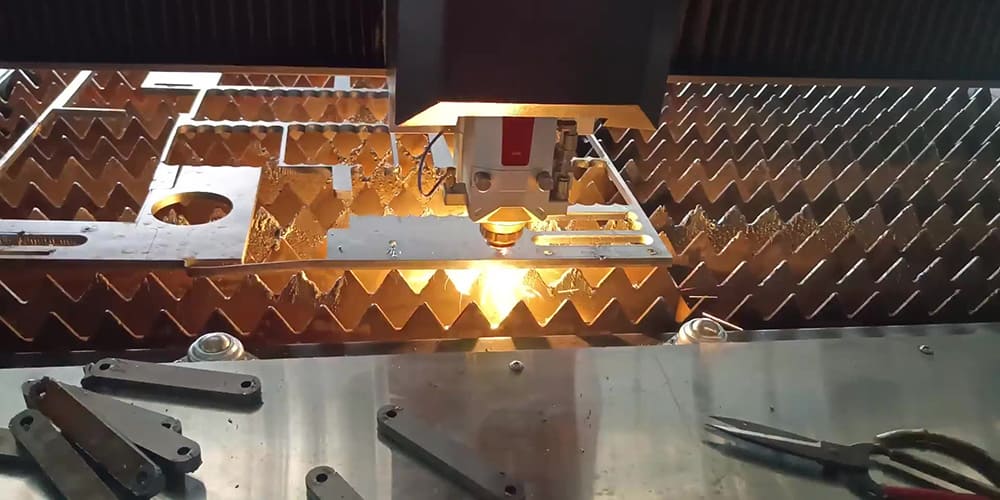
La précision est primordiale pour la découpe de tôles fines en aluminium ou en inox. La découpe laser est idéale pour obtenir des tracés fins et nets, avec une zone affectée thermiquement (ZAT) minimale. L’utilisation inappropriée de procédés destinés aux métaux plus épais, comme la découpe plasma, peut engendrer :Des déformations dues à une chaleur excessive ;
Des surdécoupes ou des bords rugueux nécessitant une reprise.
Épaisseur moyenne (de 3 mm à 25 mm)
Cette catégorie inclut les aciers de construction et l’aluminium de structure. Les procédés plasma et jet d’eau sont généralement bien adaptés. Les erreurs fréquentes incluent :L’usage du laser pour des matériaux trop épais, entraînant des vitesses faibles et des coûts élevés ;
Le recours à la découpe mécanique, causant des coupes irrégulières et une usure prématurée des lames.
Métaux épais (supérieurs à 25 mm)
Les applications lourdes (poutrelles, pièces industrielles) nécessitent des méthodes robustes telles que la découpe plasma ou oxyacétylénique. La découpe jet d’eau est également viable, bien que moins efficace sur les métaux très durs.
Les erreurs typiques dans ce contexte sont :
L’utilisation de lasers inadaptés, incapables de traverser efficacement les fortes épaisseurs ;
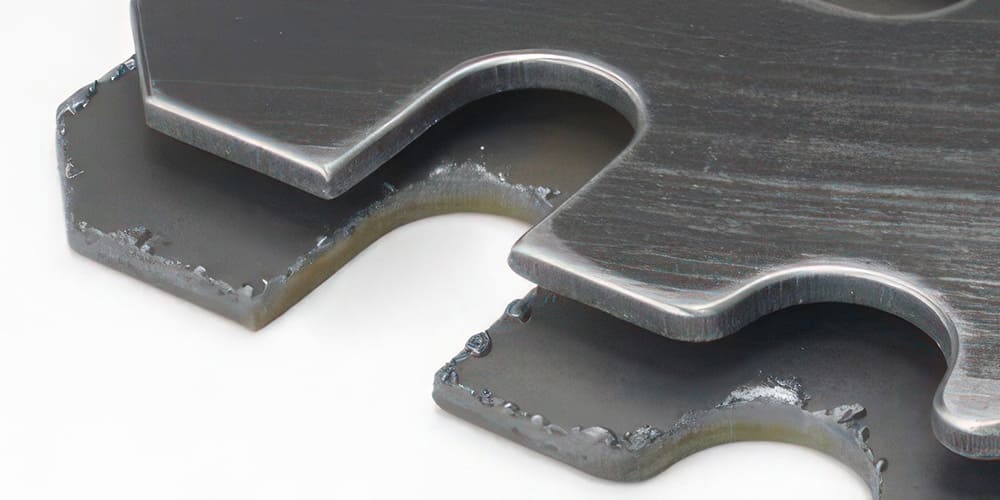
Des réglages plasma incorrects provoquant des grattons, bavures ou une mauvaise qualité de bord.

Erreurs courantes dans la découpe des métaux et leurs causes
Mauvais choix de la méthode selon l’épaisseur du matériau
Négliger l’épaisseur du métal dans le choix de la méthode entraîne souvent une baisse de précision, une hausse des coûts ou un allongement des délais. Par exemple, découper de l’acier épais au laser peut entraîner une surchauffe et des coupes incomplètes, tandis que le plasma sur tôle fine peut causer des distorsions.Paramètres mal réglés
Même avec la bonne technologie, des erreurs dans les réglages (vitesse, pression de gaz, puissance) affectent le résultat :Une puissance trop élevée sur du métal fin peut provoquer des brûlures ;
Une puissance trop faible sur du métal épais entraîne des coupes incomplètes avec bavures.
Négligence de la zone affectée thermiquement (ZAT)
La chaleur générée lors de la découpe peut altérer la structure du métal, surtout les tôles fines. Les procédés plasma et laser produisent une ZAT importante. Sans précautions, cela peut causer des gauchissements ou des microfissures.Absence de traitement post-découpe des bords
Certaines méthodes, comme le plasma ou la découpe mécanique, exigent une finition des bords pour éliminer les grattons. L’ignorer compromet la qualité finale ou nécessite des retouches coûteuses.Entretien et étalonnage insuffisants
Les machines de découpe doivent être bien entretenues : buses mal alignées, lames émoussées ou canaux obstrués dégradent la qualité. Une mauvaise calibration peut entraîner des défauts d’alignement, augmentant les rebuts.
Recommandations pour éviter les erreurs courantes
Adapter la méthode de découpe à l’épaisseur du matériau
Évaluer soigneusement l’épaisseur avant de choisir :Laser : pour les métaux fins (≤ 3 mm) où la précision est critique ;
Plasma ou jet d’eau : pour les épaisseurs moyennes (3–25 mm) ;
Oxycoupage ou plasma haute puissance : pour les fortes épaisseurs (> 25 mm).
Optimiser les paramètres selon les propriétés du métal
Régler la puissance, la vitesse et la pression de gaz en fonction de la nature et de l’épaisseur du métal. Les machines CNC modernes permettent des réglages très précis. Réaliser des tests avant la production en série est recommandé.Réduire l’impact de la ZAT
Pour éviter la déformation, privilégier des procédés à froid (jet d’eau) sur les matériaux sensibles. Si l’on utilise des procédés thermiques, l’intégration de systèmes de refroidissement ou de dissipateurs thermiques est essentielle. Sur métaux fins, l’utilisation du mode pulsé sur les lasers peut limiter l’apport thermique.Prévoir une finition post-découpe
Lors de l’usage du plasma ou de méthodes mécaniques, planifier des opérations de finition. Le grattage automatisé ou l’ébavurage manuel permet d’obtenir des bords nets et conformes.Assurer un entretien et un étalonnage réguliers
Mettre en place un plan de maintenance préventive. Vérifier l’alignement des outils garantit une coupe fiable et répétable. Disposer de pièces de rechange (buses, lames) réduit les arrêts.
Études de cas
Découpe laser de tôles inox fines
Un fabricant d’électroménager constatait des déformations sur les tôles inox de faible épaisseur, découpées au plasma. Le passage à la découpe laser a éliminé les distorsions et réduit les opérations de finition, tout en augmentant la cadence.Découpe plasma d’éléments de charpente
Sur un projet de charpente, l’utilisation du laser pour des plaques de 20 mm s’est révélée lente et coûteuse. Le remplacement par le plasma a amélioré la productivité sans perte de qualité significative.Découpe jet d’eau de pièces aéronautiques
Une entreprise aéronautique découpait des plaques de titane de 50 mm au plasma. Les ZAT engendraient de la fatigue dans le matériau. Le passage à la découpe jet d’eau (procédé à froid) a éliminé ces défauts thermiques.

Conclusion
Comprendre le lien entre l’épaisseur du métal et les technologies de découpe est fondamental pour éviter les erreurs coûteuses. Chaque méthode a ses avantages, mais une application inappropriée peut nuire à la qualité, faire grimper les coûts et ralentir la production. En choisissant la technique adaptée, en réglant correctement les paramètres, en maîtrisant la ZAT et en assurant un bon entretien des équipements, les entreprises peuvent améliorer leur productivité tout en garantissant une qualité irréprochable.
Une approche rigoureuse et planifiée permet non seulement d’optimiser les résultats, mais aussi de renforcer la compétitivité sur le marché en maîtrisant les coûts, les délais et la précision des découpes.


