L’influenza dello spessore del metallo sulla scelta del metodo di taglio
Il taglio dei metalli è una fase cruciale in settori come la manifattura, l’edilizia e l’automotive. Scegliere il metodo di taglio corretto è fondamentale per garantire qualità, efficienza dei costi e sicurezza. Tuttavia, errori comuni nella selezione e nell’applicazione delle tecniche di taglio derivano spesso da una scarsa comprensione del ruolo che lo spessore del materiale gioca nel processo. Questo articolo analizza gli errori più frequenti, spiega come lo spessore del metallo influisce sulla scelta della tecnologia e offre raccomandazioni pratiche per evitarli.
Il ruolo dello spessore del metallo nei processi di taglio
Lo spessore del materiale incide direttamente sull’efficienza, sulla precisione e sulla praticità dei diversi metodi di taglio. Tecnologie come il taglio laser, il taglio plasma, il taglio a getto d’acqua e i metodi meccanici (come segatura o cesoiatura) si comportano in modo diverso a seconda che il materiale sia sottile o spesso. Comprendere a fondo questa relazione aiuta a prevenire problemi come deformazioni, perdita di qualità e ritardi produttivi.

Metalli sottili (fino a 3 mm)
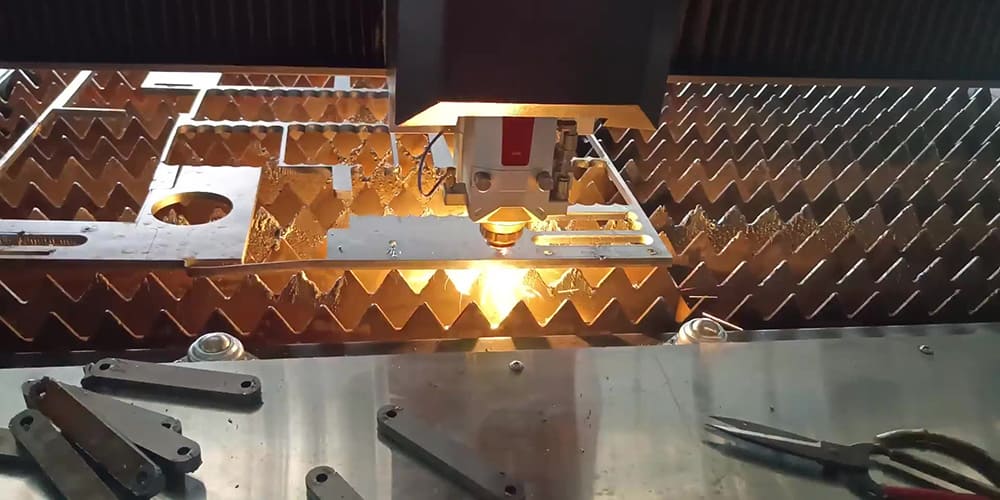
Quando si lavora con materiali come fogli sottili di alluminio o acciaio inox, la precisione è fondamentale. Il taglio laser si distingue per la capacità di realizzare tagli estremamente precisi con zone termicamente alterate (HAZ) minime. L’uso errato di tecniche destinate a materiali più spessi, come il taglio plasma, può causare:Deformazioni e imbarcamenti dovuti all’eccessivo apporto termico.
Tagli irregolari o bordi grezzi che richiedono ulteriori lavorazioni.
Metalli di medio spessore (da 3 mm a 25 mm)
Questa categoria comprende materiali ampiamente utilizzati in applicazioni strutturali, come lamiere di acciaio o alluminio di medio spessore. In questi casi, il taglio plasma e il taglio a getto d’acqua sono generalmente più adatti. Errori tipici includono:Utilizzare il taglio laser su spessori elevati, con conseguenti basse velocità e alti costi operativi.
Utilizzare metodi meccanici (sega, cesoia) che portano a tagli irregolari e usura rapida degli utensili.
Metalli spessi (oltre 25 mm)
Applicazioni pesanti, come la realizzazione di travi strutturali o componenti per macchinari industriali, richiedono tecnologie robuste come il taglio plasma o il taglio ossitaglio. Anche il getto d’acqua può essere usato, ma risulta meno efficiente su metalli molto duri.
Errori comuni:
Tentare il taglio laser su spessori eccessivi, con rischio di mancata penetrazione e tagli incompleti.
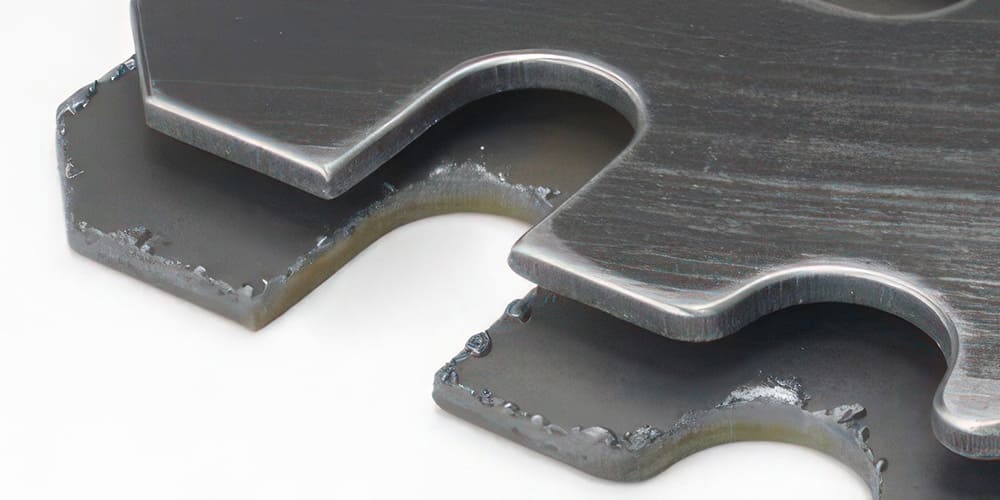
Parametri plasma impostati in modo scorretto, con formazione di scorie (dross) e bordi ruvidi che necessitano rilavorazioni.

Errori comuni nel taglio dei metalli e relative cause
1. Scelta errata del metodo di taglio in funzione dello spessore
Selezionare il metodo senza considerare lo spessore porta spesso a ridotta precisione, maggiori costi o tempi di produzione più lunghi. Ad esempio:
Usare il laser su acciai spessi può provocare tagli incompleti e surriscaldamenti.
Utilizzare il plasma su lamiere sottili può generare fusione eccessiva e deformazioni.
2. Impostazione scorretta dei parametri
Anche con l’attrezzatura giusta, parametri inadeguati (velocità, pressione del gas, potenza) compromettono il risultato. Alcuni esempi:
Parametri troppo elevati su metalli sottili causano perforazioni o bruciature.
Parametri troppo bassi su materiali spessi provocano tagli parziali e formazione di bave.
3. Trascurare le zone termicamente alterate (HAZ)
Il calore sviluppato nel taglio può deformare il materiale, in particolare se sottile. Taglio laser e plasma generano calore che, se non gestito, porta a imbarcamenti o microfessurazioni che compromettono la resistenza del pezzo finito.
4. Ignorare la rifinitura dei bordi
Tecniche come il taglio plasma o meccanico richiedono spesso rifiniture supplementari per rimuovere bave o scorie. Saltare questa fase può compromettere la qualità finale o costringere a rilavorazioni onerose.
5. Manutenzione e calibrazione inadeguate
Le macchine da taglio necessitano di una manutenzione regolare per mantenere prestazioni ottimali. Utensili usurati, ugelli disallineati o tubi di getto d’acqua ostruiti compromettono il risultato. Una calibrazione errata causa inoltre difetti e sprechi di materiale.
Raccomandazioni per evitare gli errori più comuni
Abbinare il metodo di taglio allo spessore del materiale
Selezionare il metodo più adatto:
Laser per metalli sottili (fino a 3 mm), dove la precisione è prioritaria.
Plasma o getto d’acqua per spessori medi (da 3 mm a 25 mm).
Plasma o ossitaglio per metalli spessi (oltre 25 mm).
Ottimizzare i parametri in base alle caratteristiche del metallo
Regolare potenza, velocità e pressione del gas in funzione del materiale e del suo spessore. Le moderne macchine CNC consentono il controllo preciso di questi parametri. È consigliabile effettuare tagli di prova prima della produzione.
Contenere i problemi relativi alla zona termicamente alterata
Preferire tecnologie a freddo come il getto d’acqua per materiali sensibili. Quando si utilizzano metodi termici, è utile applicare sistemi di raffreddamento o dissipatori per limitare la HAZ. Nel taglio laser di lamiere sottili, è utile impostare modalità pulsata o potenze ridotte.
Pianificare la rifinitura dei bordi
Integrare nel processo fasi di sbavatura o molatura, manuali o automatizzate, soprattutto dopo il taglio plasma o meccanico.
Effettuare manutenzione e calibrazione regolari
Definire un programma di manutenzione preventiva e calibrare periodicamente le attrezzature. Avere a disposizione ricambi essenziali come ugelli e lame riduce i tempi di fermo.
Esempi pratici
Taglio laser di lamiere sottili di acciaio inox
Un’azienda produttrice di elettrodomestici riscontrava deformazioni tagliando acciaio inox sottile con il plasma. Il passaggio al taglio laser ha eliminato le distorsioni e ridotto i tempi di finitura, aumentando l'efficienza.
Taglio plasma di componenti strutturali
Un progetto di carpenteria usava inizialmente il laser per tagliare lamiere da 20 mm, con tagli lenti e costosi. L’adozione del taglio plasma ha migliorato drasticamente la produttività mantenendo la qualità accettabile.
Taglio a getto d’acqua di componenti aerospaziali
Un'azienda aerospaziale tagliava piastre di titanio da 50 mm con il plasma, causando problemi di fatica nei materiali a causa delle HAZ. Il passaggio al getto d’acqua ha risolto il problema eliminando i difetti termici.

Conclusione
Comprendere come lo spessore del metallo influenzi la scelta della tecnologia di taglio è fondamentale per ottenere risultati ottimali. Ogni metodo offre vantaggi specifici, ma l’uso improprio comporta difetti qualitativi, costi maggiori e sprechi di tempo.
Adottando strategie adeguate nella scelta del metodo, nella configurazione dei parametri, nella gestione delle HAZ e nella manutenzione degli impianti, è possibile migliorare l’efficienza produttiva e garantire una qualità superiore dei prodotti.
Una pianificazione attenta e una gestione corretta delle attrezzature offrono non solo un miglioramento dei risultati, ma anche un vantaggio competitivo per le aziende nei rispettivi settori.


