Influența grosimii metalului asupra alegerii metodei de tăiere
Tăierea metalului este un proces esențial în industrii precum producția industrială, construcțiile și industria auto. Alegerea corectă a metodei de tăiere este esențială pentru asigurarea calității, eficienței economice și siguranței în exploatare. Cu toate acestea, se comit frecvent erori din cauza unei înțelegeri greșite a rolului pe care grosimea materialului îl joacă în alegerea tehnologiei. Acest articol analizează greșelile uzuale în tăierea metalului, explică impactul grosimii asupra procesului și oferă recomandări practice pentru evitarea acestor probleme.
Rolul grosimii metalului în procesele de tăiere
Grosimea materialului influențează direct eficiența, precizia și fezabilitatea diferitelor tehnologii de tăiere. Fie că este vorba de tăiere laser, plasmă, cu jet de apă sau metode mecanice (cum ar fi debitarea sau foarfecarea), fiecare reacționează diferit la grosimi mici sau mari. Înțelegerea relației dintre grosime și tehnică ajută la prevenirea problemelor precum deformarea, pierderea calității sau întârzierile în producție.

1. Tăierea metalelor subțiri (până la 3 mm)
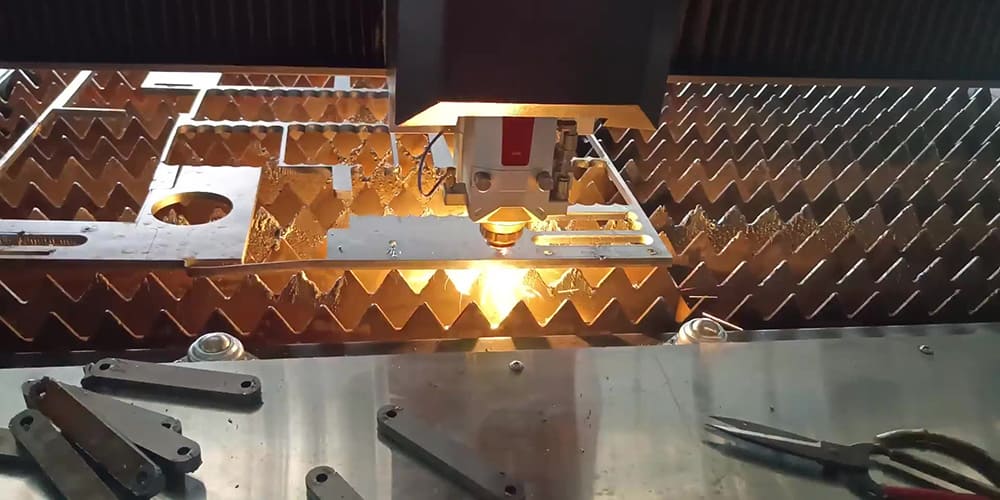
Pentru foi subțiri de aluminiu sau inox, precizia este critică. Tăierea cu laser oferă tăieturi fine, cu o zonă minimă afectată termic (HAZ). Utilizarea greșită a tehnologiilor destinate materialelor groase, cum ar fi tăierea cu plasmă, poate genera:
- Deformări cauzate de aportul termic ridicat.
- Tăieturi inegale sau margini care necesită prelucrări suplimentare.
2. Metale de grosime medie (3–25 mm)
Această categorie include materiale frecvent utilizate în construcții metalice – cum ar fi oțelul structural sau aluminiul mediu. Tăierea cu plasmă și jet de apă sunt potrivite aici. Greșelile apar atunci când:
- Se utilizează tăierea cu laser la materiale mai groase, ducând la viteze mici și costuri mari.
- Se recurge la metode mecanice (debitare, ferăstrău), rezultând margini inegale și uzura rapidă a sculelor.
3. Metale groase (peste 25 mm)
În aplicații grele (grinzi, componente industriale), sunt necesare metode robuste precum tăierea cu plasmă sau oxigaz. Jetul de apă poate fi folosit, dar e mai puțin eficient pentru metale dure.

Erori frecvente în această categorie includ:
- Utilizarea laserului în mod nepotrivit – risc de tăiere incompletă și lipsă de penetrare.
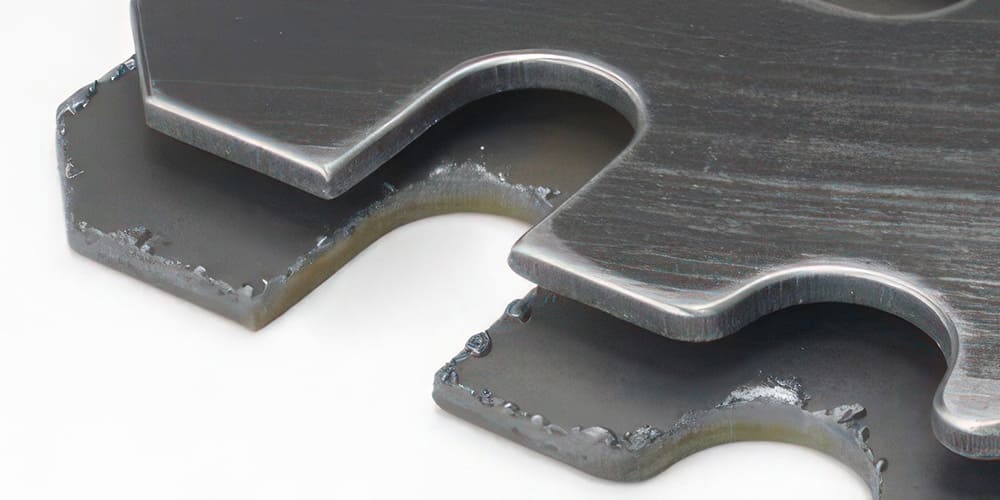
- Setări incorecte la plasmă – apariția zgurii și a muchiilor brute ce necesită retușuri.
Greșeli frecvente în tăierea metalelor – cauze și efecte
1. Alegerea greșită a metodei de tăiere în funcție de grosime
Ignorarea grosimii materialului duce la scăderea preciziei, creșterea costurilor sau întârzieri. De exemplu, încercarea de a tăia oțel gros cu laser poate duce la supraîncălzire și tăieturi incomplete; invers, utilizarea plăsmii pe foi subțiri provoacă topire excesivă și deformări.
2. Setări incorecte ale parametrilor
Chiar și cu echipamentul potrivit, setările greșite de viteză, presiune a gazului sau putere afectează rezultatul:
- Putere sau viteză prea mare la metal subțire → ardere sau găuri.
- Putere prea mică la material gros → tăiere incompletă, margini cu bavuri.
3. Ignorarea zonei afectate termic (HAZ)
Atât laserul, cât și plazma generează căldură, care poate deforma metalul subțire sau afecta integritatea piesei. Necontrolarea HAZ duce la tensionări, microfisuri sau slăbirea structurii.
4. Neplanificarea finisării marginilor
Unele metode, în special tăierea cu plasmă sau mecanică, lasă zgură sau bavuri. Dacă nu se ia în calcul necesitatea debavurării, piesele pot fi neconforme sau necesită retușuri costisitoare.
5. Întreținerea deficitară a echipamentului
Unelte tocite, duze dezaxate sau duze de jet de apă înfundate pot deteriora tăietura. Lipsa calibrării duce la decalaje sau rebuturi.
Recomandări pentru evitarea greșelilor
1. Potrivește metoda de tăiere cu grosimea materialului:
- Laser pentru metale subțiri (≤ 3 mm) unde precizia e prioritară.
- Plasmă sau jet de apă pentru materiale medii (3–25 mm).
- Plasmă sau oxigaz pentru grosimi mari (peste 25 mm).
2. Optimizează parametrii în funcție de material:
Ajustează puterea, viteza și presiunea gazului în funcție de metal. Utilizează tăieturi de probă pentru calibrare. CNC-urile moderne permit reglaje foarte precise.
3. Redu efectele zonei afectate termic:
Pentru materiale sensibile, alege tehnologii fără căldură (jet de apă). Dacă se folosește laser sau plasmă, utilizează sisteme de răcire sau pulsarea fasciculului la metale subțiri.
4. Planifică operațiunile de finisare:
După tăiere mecanică sau cu plasmă, alocă timp și echipamente pentru debavurare. Pot fi folosite sisteme automate sau unelte manuale.
5. Întreținere și calibrare regulată:
Stabilește o rutină preventivă pentru întreținerea echipamentelor. Calibrează periodic uneltele de tăiere pentru aliniere corectă. Stocarea componentelor de schimb (duze, lame) reduce timpii morți.
Exemple din practică
1. Tăiere cu laser a inoxului subțire
Un producător de aparate electrocasnice avea probleme cu deformările la tăierea tablei inox cu plasmă. Trecerea la tăiere laser a eliminat distorsiunile și a redus timpul de prelucrare.
2. Tăiere cu plasmă a oțelului structural
La un proiect de construcții metalice, utilizarea laserului pentru table de 20 mm a fost ineficientă. Trecerea la plasmă a redus costurile și a accelerat procesul fără a compromite calitatea.
3. Tăiere cu jet de apă a componentelor din titan
O companie aerospațială întâmpina probleme de oboseală a materialului la plăci de titan de 50 mm tăiate cu plasmă. Schimbarea pe jet de apă a eliminat complet defectele legate de HAZ.

Concluzie
Înțelegerea legăturii dintre grosimea metalului și alegerea metodei de tăiere este esențială pentru evitarea greșelilor costisitoare. Fiecare tehnologie oferă avantaje specifice, dar aplicarea greșită duce la pierderi de calitate, timp și resurse. Prin selectarea corectă a metodei, optimizarea parametrilor, gestionarea HAZ și întreținerea echipamentelor, se pot obține tăieturi precise și fiabile, cu eficiență ridicată și un avantaj competitiv real.


