La précision de la découpe CNC dépend fortement de la configuration correcte des paramètres de coupe. Lorsqu'on travaille avec des métaux tels que l’acier, l’aluminium ou le cuivre, des variables comme la vitesse d’avance, la puissance ou la largeur de coupe (kerf) influencent considérablement la qualité de la découpe, l’efficacité du processus et les coûts de production. Les fichiers DXF jouent un rôle central dans ce contexte en servant de plan numérique pour les machines à commande numérique, mais leur efficacité repose sur une adaptation précise aux exigences spécifiques de coupe.
Cet article propose un guide détaillé pour configurer correctement les fichiers DXF selon le type de métal à découper, en se concentrant sur les paramètres clés et les bonnes pratiques à adopter.
Comprendre les paramètres de coupe
Les paramètres de coupe déterminent la manière dont la machine interagit avec le matériau. Voici les plus importants :
| Paramètre | Description | Impact sur la coupe |
|---|---|---|
| Vitesse d’avance (Feed Rate) | Vitesse de déplacement de l’outil de coupe dans le matériau. | Influence le temps de coupe et la qualité des bords. |
| Puissance | Puissance du laser, plasma ou jet d’eau. | Détermine la profondeur de coupe et la zone affectée thermiquement. |
| Largeur de coupe (Kerf) | Largeur de matière enlevée pendant la coupe. | Affecte la précision dimensionnelle et la consommation de matière. |
| Hauteur de focalisation | Distance entre l’outil de coupe et la surface du matériau. | Joue sur la netteté et la précision de la découpe. |
Ces paramètres varient en fonction du type de métal, de son épaisseur et de la technologie de découpe utilisée.
Configuration des fichiers DXF pour la découpe de l'acier
L’acier est un matériau courant en fabrication industrielle grâce à sa robustesse et sa polyvalence. Pour obtenir des bords nets et précis, il est essentiel de bien paramétrer la découpe.
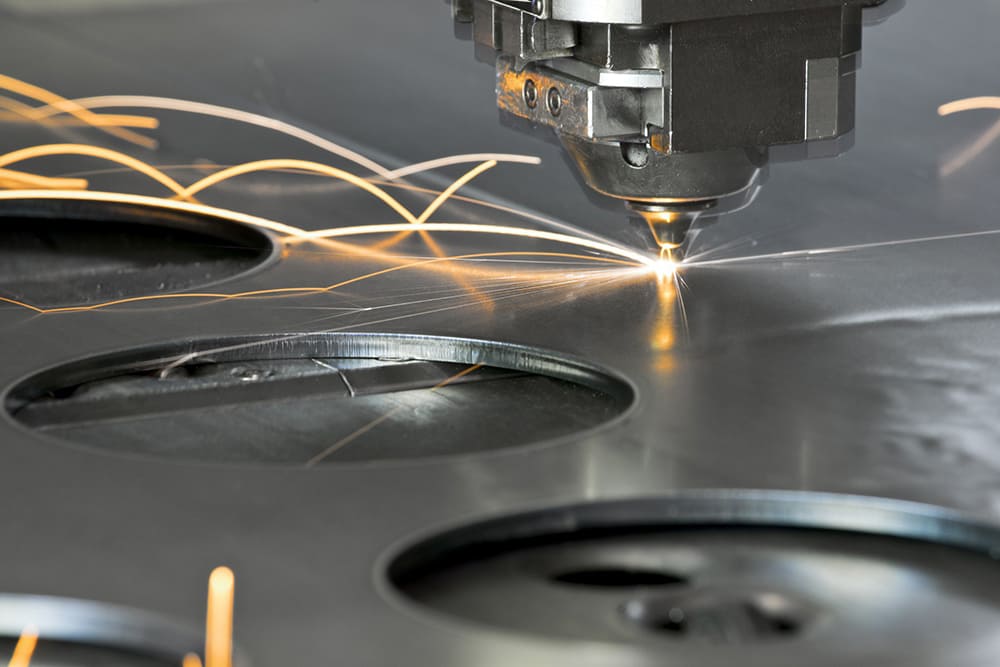
Découpe laser de l’acier
Paramètres recommandés :
Puissance : Élevée (1 à 3 kW) pour les tôles épaisses ; plus faible pour les faibles épaisseurs.
Vitesse d’avance : Modérée pour limiter la distorsion thermique.
Kerf : En général entre 0,1 et 0,3 mm selon la mise au point du faisceau.
| Épaisseur acier | Puissance (kW) | Vitesse (mm/s) | Kerf (mm) |
|---|---|---|---|
| 1 mm | 1,0 | 15 | 0,1 |
| 5 mm | 2,5 | 8 | 0,2 |
| 10 mm | 3,0 | 4 | 0,3 |
Adaptation du fichier DXF :
Intégrer des tolérances pour compenser la dilatation thermique (environ 0,1 à 0,2 mm).
Simplifier les parcours de découpe pour les zones épaisses afin de réduire le temps d’usinage.
Découpe plasma
La découpe plasma convient particulièrement à l’acier épais. Il est recommandé d’utiliser une intensité élevée et une vitesse d’avance plus lente pour une coupe régulière.
Configuration des fichiers DXF pour la découpe de l’aluminium
L’aluminium est apprécié pour sa légèreté et sa résistance à la corrosion, notamment dans l’aéronautique et le bâtiment. Toutefois, sa conductivité thermique et sa tendreté imposent des précautions particulières.

Découpe laser de l’aluminium
Points clés :
Éviter les bavures : Utiliser une vitesse d’avance élevée pour limiter l’accumulation de chaleur.
Gestion thermique : Réduire la puissance pour minimiser les déformations.
Paramètres recommandés :
Puissance : Moyenne (1 à 2 kW).
Vitesse d’avance : Supérieure à celle de l’acier.
Kerf : En général entre 0,1 et 0,2 mm.
| Épaisseur alu | Puissance (kW) | Vitesse (mm/s) | Kerf (mm) |
|---|---|---|---|
| 1 mm | 1,0 | 20 | 0,1 |
| 5 mm | 1,8 | 12 | 0,15 |
| 10 mm | 2,0 | 6 | 0,2 |
Ajustements dans le fichier DXF :
Lisser les courbes pour éviter les accrochages de l’outil.
Intégrer des compensations de kerf pour assurer la précision des dimensions.
Découpe au jet d’eau
La découpe par jet d’eau est souvent privilégiée pour l’aluminium, car elle évite complètement les problèmes liés à la chaleur. Dans ce cas, les tolérances de kerf sont généralement inutiles.
Configuration des fichiers DXF pour la découpe du cuivre
Le cuivre présente des défis spécifiques en découpe CNC en raison de sa forte réflectivité et de sa conductivité thermique élevée.

Découpe laser du cuivre
Problèmes rencontrés :
Réflectivité : Peut endommager les composants optiques du laser.
Dissipation thermique : Nécessite plus de puissance pour maintenir la coupe.
Paramètres recommandés :
Puissance : Très élevée (3 kW et plus).
Vitesse d’avance : Réduite pour assurer la pénétration.
Kerf : Entre 0,15 et 0,3 mm.
| Épaisseur cuivre | Puissance (kW) | Vitesse (mm/s) | Kerf (mm) |
|---|---|---|---|
| 1 mm | 3,0 | 10 | 0,15 |
| 5 mm | 4,0 | 5 | 0,25 |
| 10 mm | 6,0 | 2 | 0,3 |
Modifications dans le fichier DXF :
Prévoyez des tolérances plus larges à cause de la faible vitesse et de l’effet thermique.
Utilisez des lignes plus épaisses pour éviter les découpes incomplètes.
Méthodes alternatives
La découpe plasma ou jet d’eau est souvent plus efficace pour le cuivre car elles ne sont pas affectées par la réflectivité du matériau.
Prototypage et itérations

Le prototypage est indispensable lorsqu’on travaille avec de nouveaux matériaux ou des géométries complexes.
Étapes à suivre :
Simulations numériques : Utilisez un logiciel de CAO pour simuler la découpe.
Découpes tests : Réalisez des essais sur des chutes pour valider les réglages.
Optimisations : Ajustez le fichier DXF en fonction des résultats : tolérances, trajectoires, vitesse, etc.
Considérations de sécurité
Chaque métal et chaque technologie de coupe présente des risques spécifiques :
Acier : Ventilation indispensable pour évacuer les fumées générées.
Aluminium : Risque d’explosion de poussières fines lors de la découpe plasma.
Cuivre : Surface réfléchissante dangereuse pour les opérateurs laser.
Toujours respecter les protocoles de sécurité des machines et porter les EPI adaptés.
Conclusion
Choisir les bons paramètres de coupe pour chaque métal est un équilibre entre connaissances techniques et expérience pratique. En comprenant les propriétés des matériaux comme l’acier, l’aluminium ou le cuivre et en adaptant les fichiers DXF en conséquence, il est possible d’obtenir des coupes nettes, précises et efficaces. Le prototypage, l’itération et la collaboration avec les opérateurs sont essentiels pour affiner le processus. Avec ces bonnes pratiques, vos projets de découpe métallique seront plus performants et mieux maîtrisés.


