W obróbce metali zarówno cięcie plazmowe, jak i laserowe należą do najczęściej stosowanych technologii. Każda z nich ma swoje unikalne zalety, zależne od rodzaju i wymagań konkretnego projektu. Cięcie plazmowe wyróżnia się zdolnością do przecinania grubych materiałów, natomiast cięcie laserowe zapewnia wyjątkową precyzję i jakość krawędzi. Wybór odpowiedniej metody ma bezpośredni wpływ na wydajność, koszty produkcji oraz jakość końcowego produktu.
Celem tego artykułu jest kompleksowe porównanie obu technologii. Przedstawimy zasadę działania cięcia plazmowego i laserowego, przeanalizujemy ich mocne i słabe strony, a także wskażemy, kiedy warto zastosować jedną metodę zamiast drugiej. Dzięki temu zyskacie Państwo jasne wytyczne, która technologia najlepiej sprawdzi się w konkretnych warunkach produkcyjnych.
Cięcie plazmowe – charakterystyka
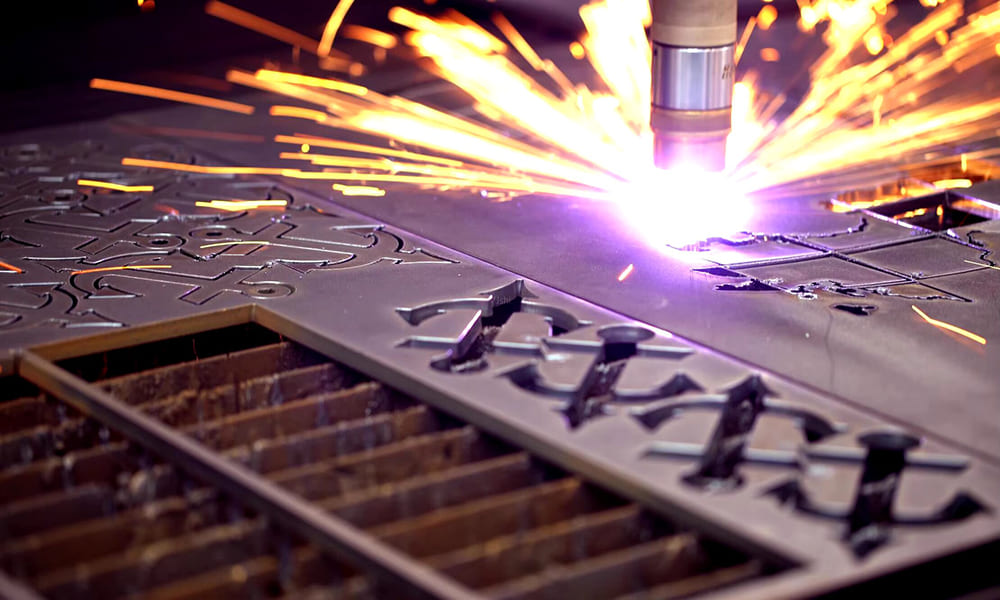
Cięcie plazmowe polega na topieniu i usuwaniu metalu za pomocą skoncentrowanego strumienia plazmy – silnie zjonizowanego gazu, osiągającego bardzo wysoką temperaturę. Plazma powstaje, gdy sprężony gaz (najczęściej powietrze, azot lub argon) zostaje przegrzany przez łuk elektryczny, co prowadzi do jego jonizacji. Technologia ta sprawdza się przede wszystkim przy obróbce materiałów przewodzących prąd elektryczny, takich jak stal czarna, nierdzewna czy aluminium.
Jak działa cięcie plazmowe:
Generacja łuku elektrycznego: Źródło plazmy wytwarza łuk pomiędzy elektrodą a obrabianym materiałem.
Przepływ gazu: Sprężony gaz przelatuje przez dyszę z dużą prędkością i zostaje przekształcony w plazmę.
Proces cięcia: Plazma topi metal, a silny strumień gazu wydmuchuje roztopiony materiał ze szczeliny cięcia.
Zalety cięcia plazmowego:

Skuteczność w cięciu grubych blach: Możliwość przecinania materiałów o grubości do 50 mm – idealne dla ciężkiego przemysłu.
Szybkość w grubych przekrojach: Plazma jest szybsza od lasera przy dużych grubościach.
Niższe koszty zakupu: Systemy plazmowe są tańsze niż przemysłowe lasery.
Wady cięcia plazmowego:
Niższa precyzja: Mniej dokładne cięcia, szczególnie w cienkich materiałach.
Większa strefa wpływu ciepła (HAZ): Podwyższone ryzyko odkształceń cieplnych w cienkich blachach.
Szorstkie krawędzie: Często wymagane dodatkowe wykończenie mechaniczne.
Cięcie laserowe – charakterystyka

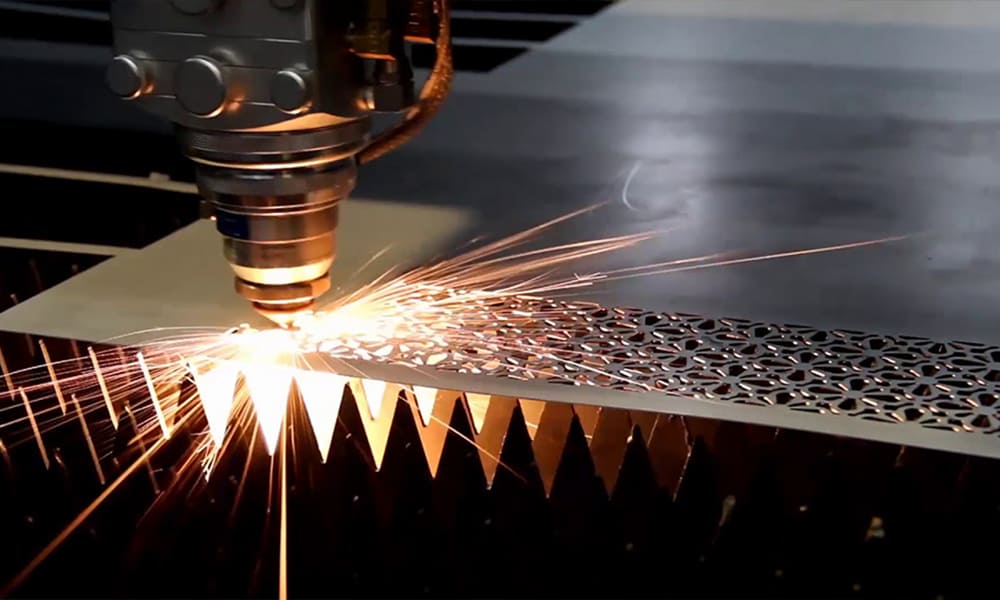
Cięcie laserowe polega na skupieniu wiązki światła o wysokiej energii w jednym punkcie, co powoduje miejscowe topienie lub odparowanie materiału. Najczęściej stosuje się lasery światłowodowe i CO₂ – z przewagą laserów światłowodowych w nowoczesnych zastosowaniach przemysłowych. W przeciwieństwie do plazmy, cięcie laserowe nie wymaga przewodności elektrycznej, dzięki czemu nadaje się również do materiałów odbijających, takich jak aluminium czy mosiądz.
Jak działa cięcie laserowe:
Generowanie wiązki: Źródło lasera wytwarza skoncentrowaną wiązkę światła.
Skupienie promienia: Soczewki lub lustra ogniskują wiązkę w jednym punkcie.
Sterowanie CNC: Wiązka porusza się zgodnie z zaprogramowaną ścieżką.
Gaz osłonowy: Azot, tlen lub inny gaz usuwają roztopiony metal, zapewniając czyste krawędzie.
Zalety cięcia laserowego:
Wysoka precyzja: Doskonała dokładność i możliwość realizacji skomplikowanych kształtów.

Minimalna strefa wpływu ciepła: Ograniczone ryzyko deformacji cieplnych.
Wszechstronność materiałowa: Cięcie stali, aluminium, miedzi, tytanu, a także tworzyw sztucznych i ceramiki.
Gładkie krawędzie: W wielu przypadkach nie ma potrzeby dodatkowego gratowania czy szlifowania.

Wady cięcia laserowego:
Ograniczenia grubości: Mniej efektywne przy materiałach grubszych niż 25 mm.
Wysoki koszt zakupu: Zakup i eksploatacja przemysłowych systemów laserowych to duży wydatek.
Problemy z odbiciami: Choć lasery światłowodowe dobrze radzą sobie z metalami odbijającymi, wciąż istnieje ryzyko odbić przy niektórych materiałach.
Porównanie cięcia laserowego i plazmowego
Precyzja i dokładność: Cięcie laserowe zdecydowanie wygrywa w zastosowaniach wymagających dokładności – idealne dla przemysłu lotniczego, elektronicznego czy medycznego. Cięcie plazmowe, choć wydajne, nie dorównuje laserowi pod względem jakości cięcia i tolerancji.
Szybkość i wydajność: Plazma jest szybsza przy grubych blachach, dlatego znajduje zastosowanie m.in. w stoczniach czy zakładach konstrukcji stalowych. Laser natomiast oferuje lepszą wydajność przy cieńszych materiałach.
Zgodność materiałowa:
Laser: Cięcie stali nierdzewnej, aluminium, tytanu, miedzi, a także tworzyw nieniemetalicznych.
Plazma: Ograniczenie do metali przewodzących – stal, aluminium, miedź.
Strefa wpływu ciepła (HAZ): Laser generuje znacznie mniejsze strefy cieplne, co jest szczególnie ważne przy delikatnych lub precyzyjnych elementach. Plazma może prowadzić do większych odkształceń cieplnych.
Koszty i konserwacja:
Laser: Wyższe koszty początkowe i eksploatacyjne, choć lasery światłowodowe są bardziej niezawodne niż CO₂.
Plazma: Niższy koszt zakupu i utrzymania – atrakcyjna opcja dla mniejszych zakładów.
Automatyzacja i oprogramowanie: Obie technologie można zintegrować z systemami CNC i oprogramowaniem CAD/CAM. Lasery oferują jednak bardziej zaawansowaną automatyzację, co ma znaczenie w produkcji seryjnej.
Kiedy wybrać cięcie laserowe:
Przy cienkich i średnich materiałach (do 25 mm).
Gdy kluczowa jest precyzja (np. w motoryzacji, lotnictwie, elektronice).
W przypadku wymagań dotyczących idealnie gładkich krawędzi.
Jeśli zachodzi potrzeba cięcia różnych materiałów, w tym niemetalicznych.
Kiedy postawić na plazmę:
Do cięcia grubych blach (powyżej 25 mm).
W ciężkim przemyśle – konstrukcje stalowe, okrętownictwo.
Gdy budżet jest ograniczony i nie wymaga się bardzo dużej precyzji.
Podsumowanie
Wybór pomiędzy cięciem plazmowym a laserowym powinien zależeć od specyfiki danego projektu. Cięcie laserowe to idealne rozwiązanie tam, gdzie liczy się jakość, dokładność i automatyzacja. Zapewnia minimalne odkształcenia cieplne i doskonałą jakość krawędzi.
Z kolei cięcie plazmowe lepiej sprawdza się w zastosowaniach przemysłowych, gdzie liczy się szybkość i możliwość przecinania grubych materiałów – nawet kosztem niższej precyzji.
W praktyce wiele firm decyduje się na wdrożenie obu technologii, co daje im większą elastyczność i konkurencyjność na rynku. Dobór właściwej metody to inwestycja w efektywność i jakość produkcji.


